化設(shè)備有限公司")

丹佛斯FC360在卷染機(jī)上的應(yīng)用
目前,在紡織品加工市場(chǎng)中,布匹染色是重要的一道工序。卷染機(jī)主要實(shí)現(xiàn)對(duì)成品坯布進(jìn)行漂白、上色、整壓磨面等相關(guān)紡織品加工工藝的完成。
卷染機(jī)控制方面要求具備自動(dòng)計(jì)數(shù)(上布道數(shù))、自動(dòng)掉頭(來回多次漂白或染色)、自動(dòng)停車(急停且穩(wěn)定,不能有布匹松弛或下垂)等功能。在整個(gè)加工工藝過程中,要求保持布匹的拉伸張力和線速度恒定,因此對(duì)整個(gè)機(jī)械傳動(dòng)系統(tǒng)的自控控制水平要求較高。
丹佛斯FC360變頻器優(yōu)異轉(zhuǎn)速,轉(zhuǎn)矩控制對(duì)卷染機(jī)進(jìn)行恒線速度和恒張力控制,同時(shí)也可以滿足印染廠潮濕,腐蝕的惡劣環(huán)境。
系統(tǒng)構(gòu)成
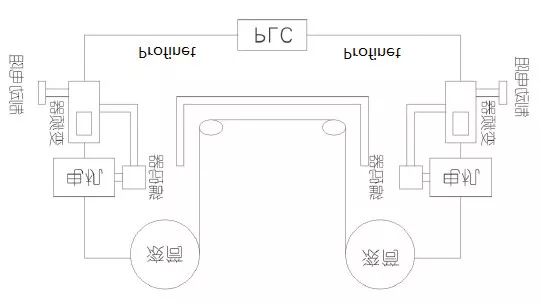
卷染機(jī)的控制示意圖
控制方式
該卷染機(jī)使用兩臺(tái)4KW電機(jī),實(shí)現(xiàn)中心軸卷曲控制。成品坯布首先通過上布電機(jī)勻速卷到其中的一個(gè)滾筒上,滾筒的傳動(dòng)軸上安裝有計(jì)數(shù)用的接近開關(guān)(即滾筒每旋轉(zhuǎn)一卷,接近開關(guān)產(chǎn)生一個(gè)脈沖),此時(shí)卷染機(jī)控制器計(jì)下一整匹坯布的道數(shù)。
上卷完畢后,采用人工的方式把布匹的一頭,穿過染池、連動(dòng)軸,卷到另外一個(gè)滾筒上面并纏緊,開動(dòng)卷染機(jī),便可進(jìn)行坯布的染色。此時(shí)兩個(gè)滾筒朝著同一個(gè)方向運(yùn)轉(zhuǎn),控制的要求是始終要保持坯布上的拉伸張力恒定,并且坯布經(jīng)過染液的時(shí)間一致,也就是線速度要保持恒定。
這是一個(gè)沒有線速度反饋,同樣,也沒有張力反饋的驅(qū)動(dòng)控制系統(tǒng),因此,控制系統(tǒng)需要適當(dāng)調(diào)整放卷變頻器的輸出頻率以及 收卷變頻器的輸出轉(zhuǎn)矩來達(dá)到該種獨(dú)特的要求。
該卷染機(jī)以西門子S7-1200 PLC控制器作為主控制器,采用觸摸屏作為人機(jī)界面,它主要完成的是布匹張力、運(yùn)行線速度、布匹厚度、來回卷染次數(shù)的設(shè)定,放卷電機(jī)的運(yùn)行頻率、收卷電機(jī)輸出轉(zhuǎn)矩的計(jì)算,自動(dòng)調(diào)頭、自動(dòng)停車等相關(guān)邏輯動(dòng)作的控制。變頻器和控制器之間采用網(wǎng)絡(luò)通訊PROFINET。
FC360變頻器可以方便支持公用直流母線,將兩臺(tái)變頻器的直流母線直接并聯(lián),這樣卷染機(jī)正常工作時(shí),因?yàn)榉啪碇苿?dòng)所產(chǎn)生的電量通過并聯(lián)的母線又回饋到收卷的電機(jī)上,從而使電能得到充分利用,極大地提高了電能的使用效率。但是在快速停車的時(shí)候,兩臺(tái)電機(jī)都處于發(fā)電狀態(tài),在其中的一臺(tái)變頻器上面仍舊并了一個(gè)制動(dòng)電阻,這個(gè)制動(dòng)電阻的工作是短時(shí)的,能耗很小,主要是防止在系統(tǒng)停車時(shí)造成的變頻器過壓故障。

 瀏覽器自帶分享功能也很好用哦~
瀏覽器自帶分享功能也很好用哦~


tel: 13861868305